
服务热线:400-001-3655
服务热线:400-001-3655

电 话:400-001-3655
0531-8423-3655
传 真:0531-84233655
地 址:山东省济南市济阳区仁和街12号
邮 箱:1511942800@qq.com
网 址:www.jnseth.com

全套塑钢门窗设备价格装置玻璃前,将裁口内的尘垢铲除干净,并沿裁口的全长均匀抹1~3mm厚的底油灰。装置长边大于1.5m或短边大于1m的玻璃,用橡胶垫并用压条和螺钉镶嵌固定。装置于竖框中的玻璃,应放置在两块相同的定位垫块上,放置点离玻璃垂直边际的间隔宜为玻璃宽度的1/4,且不宜小于150mm。全套塑钢门窗设备价格装置于扇中的玻璃,应按敞开方向确认其定位垫块的位置。定位垫块的宽度应大于所支撑的玻璃件的厚度,长度不宜小于25mm,并应符合规划要求。玻璃装置就位后,其边际不得和框、扇及其连接件相触摸,所留空隙应为2~3mm。玻璃装置时所运用的各种材料均不得影响泄水体系的晓畅。玻璃镶入框、扇内,填塞填充材料、镶压线条时,应使玻璃周边受力均匀。

一般来说,全套塑钢门窗设备价格有立面简练、美丽,运用活络安全、运用寿命长、采光率大、占用空间少,便利带纱网等利益。外开窗有打开面大,密封性、通风透气性、保温抗渗功用优良等利益。现在铝合金门窗主要为推拉式,其次是外开式,内开或其他打开办法在我国运用较少。江苏全套塑钢门窗设备价格的结构无疑对其节能效果起着至关重要的效果,那么要抵达杰出的节能效果,就有必要具有尽可能合理的结构。要抵达节约能源的效果,有必要从热力学视点去考虑。热力学中热量的沟通分为对流、传导和辐射。这三种办法当然也适用于建筑铝合金门窗及幕墙。对流是在铝合金门窗空隙间热冷气流的循环活动,导致热量沟通,发作热量丢失。

当然“真空玻璃”是肯定有的,它也归于特种玻璃一类,真空玻璃中心的隔层,的确是抽真空状态,这种工艺的玻璃成本肯定是更高的,并且只有特别要求的地方才运用,因为造价高,一般家庭不会运用,像飞机上、高铁上或是部队里、特别实验室、训练室里,真空玻璃是运用的比较多的,因为全套塑钢门窗设备价格真空玻璃的确非常节能保温、隔声降噪特别强,并且能远离结露的烦恼。为什么换上密封好的断桥铝窗玻璃结露,而有点透风的全套塑钢门窗设备价格却不会?也许您会疑惑了,家里就想着断桥铝窗能保温性、密封性好,发现换上了断桥铝窗,结果玻璃上会结露流水到窗台上,曾经透风的塑钢窗都不会有这种状况,难道是我家的断桥铝窗质量有问题?首先来理清下以下几种状况:玻璃中空层里面结露、进气仍是玻璃外面。若中玻璃中空层里面结露、进气、进雾,有裂纹、有显着斑点,你怎样擦都擦不掉的,那这的确归于质量问题,玻璃密封没有做好或是枯燥剂不可,这样的状况能够要求做窗的厂家免费替换的。
全套塑钢门窗设备价格是指隔断冷热桥,铝合金是金属,导热比较快,所以室表里温度相差很多时,全套塑钢门窗设备价格就成了为热量传递的“桥”了,断桥就是将铝合金从中间断开,选用硬塑与两边的铝合金相连,而塑料导热慢,这样热量就不简单传递了,所以叫断桥铝合金。 断桥铝选用隔热铝型材和中空玻璃,仿欧式结构,外形美观,具有节能、隔音、防噪、防尘、防水功用。这类门窗的热传导系数K值为3W/m2·K以下,比普通门窗热量散失削减一半,下降取暖费用30%左右,隔声量达30分贝以上,水密性、气密性杰出,均达国家A1类窗规范。

江苏全套塑钢门窗设备价格面对强壮的竞赛对手和高超的营销手法时往往表现出手足无措,更无从应对,营销模式的立异对门窗五金企业而言极为火急。出售渠道的变革会冲击原有商场,但是商场本质的改动仍需产品立异。对全套塑钢门窗设备价格的研制立异是企业的立足点,也是其永恒不变的寻求。成熟的商场上,产品为核心竞赛力,完善的售后服务体系为保证。因而在竞赛的过程中,技术担当侧重要角色。门窗五金企业只有不断立异,才干跟上年代的节奏,才干为门窗五金企业的可持续展开扫清障碍。别的,门窗五金企业体制也同样存在竞赛力弱等问题,这些问题的处理须从营销管理方面下手,进行变革和立异。营销立异是提高门窗五金企业商场竞赛力的首要途径和方法,能帮助企业科学合理地整合各种资源,提高产品的商场占有率。

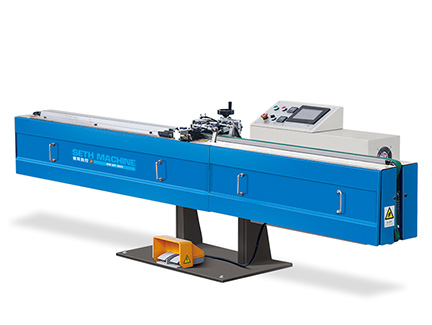
首先,咱们一同来看一下江苏全套塑钢门窗设备价格的操作规程。1、操作全套塑钢门窗设备前人员已练习合格,且设备一切的防护与安全设备都无缺并起效果;2、操作人员应穿上适宜的作业服,必要时戴上耳套、安全眼镜等;3、按通7-8bar的压缩空气,依照型材尺度调整机器;4、用强力胶涂在角码的端面及型材内腔,角码加压后,擦去溢出的胶;5、将组角的型材放在作业台上,调整V型靠板,定位后进行作业;6、踩下左面脚踏开关“抬起滑座”,使滑座抬起将型材定位;7、踩住右面脚踏开关“加压”不放,使加压冲头经过加压油缸进行加压,使型材相互连接在一同,组角完毕;8、松开右面脚踏开关“加压”,作业进程完毕,加压冲头与加压缸从头复位;9、释放左面脚踏开关“抬起滑座”中心的锁紧气缸压块与滑座复位;10、下压好的型材进行检查;11、测试和保护时不能运用明火。



